
Resistance seam welding is perfectly suitable to produce high quality weld seams in no time. However, to ensure this, the material used for the welding wheel must have the appropriate properties.
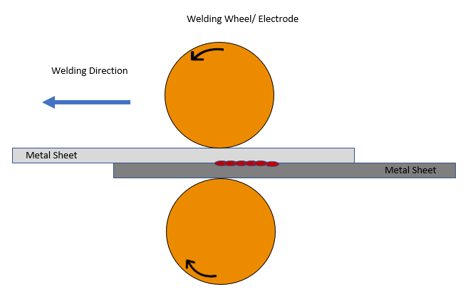
Resistance seam welding is directly derived from spot welding. Electric current and pressure are used to weld two similar or dissimilar materials together. Unlike spot welding, however, the two electrodes are in the form of wheels - usually made out of copper. One of these two wheels is driven. As the two workpieces pass through, the welding points are generated by current pulses. Above a certain pulse frequency, the welding points can even overlap - a continuous weld seam is created.

Advantages of resistance seam welding
The advantage of resistance seam welding compared to spot welding is that the workpieces do not have to be advanced manually in each case. This means that the pair of electrodes does not have to open and close individually after every single point. In resistance seam welding, rotatable welding wheel electrodes advance the workpieces automatically.
Thanks to these welding wheel electrodes, not only continuous weld seams can be produced, but the wear on the electrodes is also significantly lower than with spot welding. Since resistance seam welding produces continuous weld seams, another remarkable advantage is that it can be used to produce air- and watertight seals.
In which industries is resistance seam welding used?
Due to such continuous weld seams, the process is used in the production of containers that have to be watertight and/or airtight. For example, in the production of fuel tanks. In addition, pipes and hoses are often welded using this process, as no fusion metals are used in this process and thus no welding beads are produced.
The method is also very well suited for processes that can be automated. For example, roller seam welding is used to manufacture washing machine drums, dishwashers, sinks or chimney pipes.
What materials are used for seam welding wheels?
Copper and copper alloys are ideally suited as materials for seam welding wheels, as they exhibit both high thermal and electrical conductivity. Basically, the same alloys are used for the electrodes in seam welding as for the electrodes in spot welding. For example, RWMA Class 2 materials are used for workpieces with high conductivity. These are ideally suited for welding cold and hot rolled steel as well as brass and bronze.
In order to weld high resistance materials such as stainless steel, monel metal and nichrome, RWMA class 3 materials are being used.
What are the advantages of welding wheels made of the alloys from AMPCO?
AMPCO METAL produces a wide range of alloys, which can be used in a variety of fields. The high copper alloys AMPCOLOY® 83, AMPCOLOY® 88, AMPCOLOY®89, AMPCOLOY® 91, AMPCOLOY® 95, AMPCOLOY® 940, AMPCOLOY® 944 and AMPCOLOY® 972 are particularly well suited for the use in resistance welding. The materials are used as plates as well as welding wheel electrodes.
Welding wheels made of AMPCOLOY® 972 or AMPCOLOY® 940 are recommended for welding mild steel and carbon steel, whilst welding wheels made of AMPCOLOY® 95 are recommended for stainless steel. Welding wheels must be sufficiently cooled, especially when welding steel sheets with metallic coatings or aluminum and magnesium alloys, as these tend to form alloys with the material of the welding wheel. Generally, welding wheels are therefore designed with a hollow shaft. This shaft can be filled with water and is responsible for the cooling.
For further information about resistance welding, please download our free «AMPCO METAL guide for resistance welding and anti spatter»


