
Various pressure welding processes are used in the welding industry. Resistance spot welding is one of them. This blogpost explains the process of resistance spot welding, its advantages and what must be considered.
Resistance spot welding is one of the most frequently used pressure welding processes. The process works entirely without the use of shielding gas and filler materials. This makes the spot welding process relatively simple. Basically, the process can be divided into four phases.

Resistance spot welding - how it works
- Align workpiece
To ensure the best possible welding result, the two workpieces to be joined must be prepared accordingly. Therefore, the sheets are cleaned beforehand and precisely aligned to each other. Hereby, a high degree of accuracy is crucial because it is almost impossible to correct errors after welding.
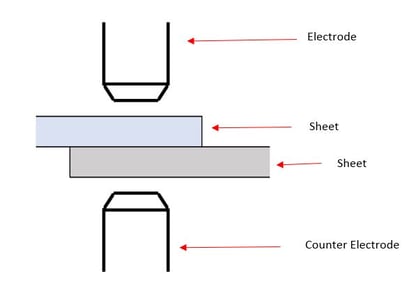
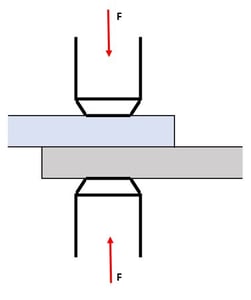
- Attach the electrodes
The two workpieces are then placed between two electrodes and pressed together. Since the electrodes conduct electricity, they must be able to withstand high electrical and thermal loads. Therefore, they are typically made of copper or copper based alloys.
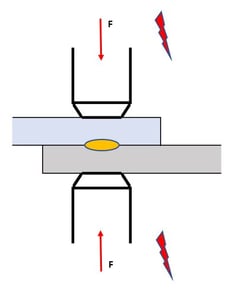
- Heat the workpieces
Electric current is passed from one electrode to the other and through both workpieces. The electrical resistance of the workpieces converts the electrical energy into heat. Liquefaction occurs in the contact zone and the two workpieces are permanently joined together.
- Remove the electrodes
After the materials have cooled down and both parts are firmly joined together, the electrodes are removed and pressed together again at the next point. This procedure is repeated until the required number of repetitions is reached.
Advantages of spot welding
Among other things, the high energy efficiency ensures that spot welding is particularly cost-efficient. In addition, the process is very well suited for automation, which in turn ensures high productivity and contributes to the cost efficiency. In addition, the base material is not exposed to a large heat-affected zone and there is significantly less component distortion due to the welding heat.
Areas of application and suitable materials
The spot welding process is mainly used for the permanent joining of metal sheets. Sheets with a thickness of up to 3 millimeters can be joined together without restrictions using spot welding. Due to the fact that the process is perfectly suited for automation, it is often used in car body and vehicle construction. In addition, the electronics industry also uses the process. Here, spot welding is used for the production of capacitors or relay contact sets, for example.
Not all materials can be joined equally well by spot welding. For example, care must be taken with materials that have a high thermal or electrical resistance, as they allow the heat that arises to dissipate quickly. Materials with a high hardness also tend to form cracks and fractures during the cooling phase. It is therefore of particular importance to consider the respective welding parameters of the different materials.
Electrodes for spot welding
The different properties of the materials also play an important role in the choice of material for the electrodes. For this purpose, let’s take a quick look at an example with steel and different alloys of AMPCO METAL: For mild steel, AMPCOLOY® 972 is recommended for the electrode material, as mild steel has a rather high heat and electrical conductivity. However, for stainless steel, AMPCOLOY® 95 is recommended for the electrode material, as stainless steel has a higher hardness and strength compared to mild steel.
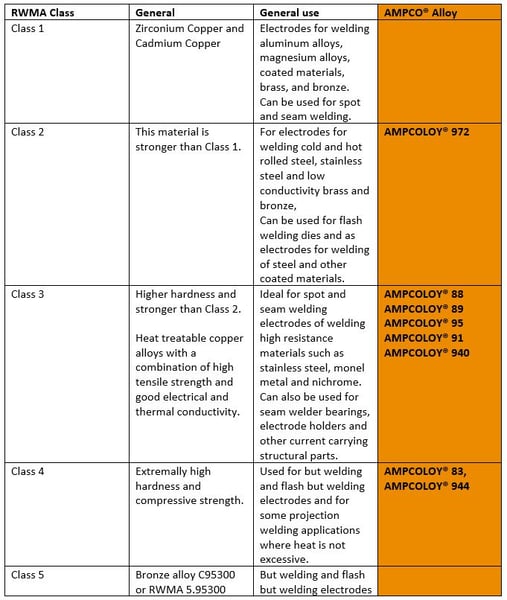
Furthermore standards can help in choosing the right electrode material. For this purpose, let’s take a quick look at the standard of the Resistance Welding Manufacturing Alliance (RWMA) and their classes:
For further information about resistance welding, please download our free «AMPCO METAL Guide for resistance welding and anti spatter»


