
Deep drawing is one of the most frequently used metal forming processes. It finds application in various industries but is best known for its use in the automotive industry. Learn how the process works, what typical challenges are, and what you need to consider when it comes to tooling.
Deep drawing is a so-called tensile pressure forming process. In this process, a sheet blank is turned into a finished workpiece by tensile and compressive forces. The sheet blank is formed into a hollow body in one or more passes without changing or only minimally changing the sheet thickness. Other well-known tension-forming processes besides deep drawing are die-drawing and spinning.
Each process has different advantages and disadvantages and is used for different components. In this way, the appropriate products are created with the desired quality. Thus, deep drawing can be used flexibly and in a variety of ways and is convincing in different industries. In the automotive industry, for example, the variant using fixed and stable tools is chosen, which ensures the desired results.

How does deep drawing work?
During deep drawing, the blank is placed exactly in the center of the drawing die and secured by the blank holder inserted there with such pressure that wrinkling of the blank is avoided. The drawing punch now pulls the blank through the corresponding opening in the target die, with the outer diameter of the blank becoming smaller as a result of the movement. This is continued up to the point where the desired hollow body has been created.
 Image: Blank holder made of AMPCO® 25
Image: Blank holder made of AMPCO® 25
Depending on the application, other tools and auxiliaries may be used. Among other things, drawing beads, blank molds, and a targeted lubricant supply are used to enable different variants. For example, the coefficient of friction between the blank and the target die can be changed, which can compensate for the forces at the limits of the materials.
What are typical deep drawing challenges?
There are several challenges to overcome when it comes to deep drawing because the deep drawing process overall is one of the most difficult methods in manufacturing. There are multiple problems that can occur during the process, the most common one being metal fracture. This can be caused by multiple reasons: Most frequently the clearance between the punch and the die is responsible since if it is not precisely set, the material will crack during drawing.
Another problem is wrinkles on the top edge. It occurs either if the blank holder is either too tight or balanced, or if the blank has a burr on the holding edge. This causes the metal to not flow correctly and it will create wrinkles along the top edge. There are multiple other challenges to face when it comes to deep drawing including: an uneven top rim, fractures at the bottom of the cup, or excess material at the top of the drawn shell.
It is important to note that most deep drawing problems stem from using inadequate design or tooling. You might ask yourself now, what is adequate tooling? Well, the material of the tooling is crucial when it comes to deep drawing.
What are tooling requirements for deep drawing?
When it comes to deep drawing conventional materials tend to suffer from various disadvantages. For example, cast iron may have good sliding properties, but the rate of wear of the tool is far too high. And even though tools from hardened steel have satisfactory working lives, they frequently suffer from pick-up. This may be solved by coating but after a certain number of shots, the sliding properties will then decrease, resulting in an increased coefficient of friction.
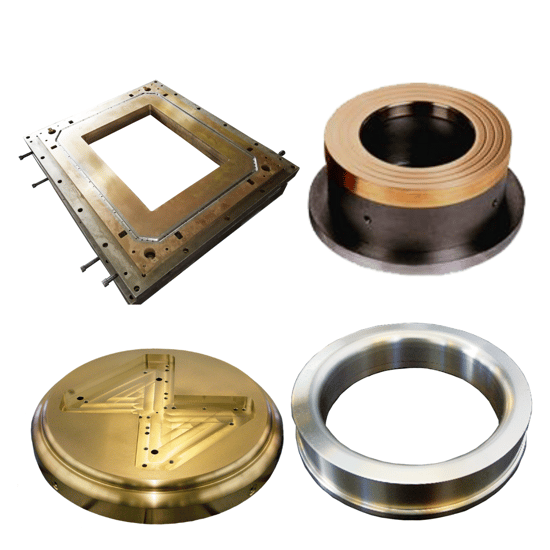 Image: AMPCO METAL deep drawing tools
Image: AMPCO METAL deep drawing tools
This is where AMPCO® 21, AMPCO® 22, and especially AMPCO® 25 offer significant benefits. These alloys combine very high strength and hardness with a remarkably low resistance to friction. Due to the exceptional resistance of AMPCO® materials to corrosive or atmospheric influences, no special arrangements are necessary to prevent oxidation. Because of the higher linear coefficient of expansion of AMPCO® material, the drawing gap between die and punch must be approximative + 12 % of the hot-rolled blank thickness and +10 % of the cold-rolled blank thickness.
Want to learn more about metal forming and why aluminum bronze is the right choice for your deep drawing tools? Download our free whitepaper «Material guide for each metal forming process » now.
.png?width=250&name=download-1500x1435%20(7).png)

