
Le cintrage de tubes est une science en soi et même les ingénieurs expérimentés ne arpviennent pas toujours à résoudre les problèmes qui se présentent. Mais il existe des schémas d'erreurs typiques auxquels il est facile de remédier.
Le cintrage de tubes est parfois considéré comme une science, certains l'appellent même un art. La science et l'art ont tous deux quelque chose en commun : avant d'accomplir quelque chose, vous passez généralement par de nombreux essais et erreurs. Seuls ceux qui passent par ce processus connaissent finalement le succès.

Mais rassurez-vous, nous sommes là pour raccourcir ce processus pour vous. C'est pourquoi nous avons répertorié certains des problèmes les plus courants qui surviennent lors du cintrage de tubes, ainsi que les moyens de les résoudre.
1. Retour à resrort
Si vous avez déjà essayé de plier quelque chose, vous avez peut-être constaté qu'après le pliage, la pièce tente de reprendre sa forme initiale, non pliée. C'est ce que l'on appelle le retour élastique. Ainsi, par exemple, si vous pliez un tube à un angle de 60°, il reviendra automatiquement à quelques degrés en arrière, ce qui donnera un angle inférieur à 60°. Il est donc important que vous surcompensiez les cintrages pour le retour élastique. Supposons que le tube revienne à un angle de 57°, il vous suffit de le plier à un angle de 63° afin de générer l'angle de 60° souhaité.
2. Aplatissement
À mesure que la paroi du tube s'amincit (le facteur de paroi augmente) et que le rayon du coude se resserre (le nombre de degrés du coude devient plus petit), il peut en résulter un coude à tonalité plate. Cela se produit parce que la paroi le long de l'extérieur du coude n'est pas assez épaisse pour se soutenir et s'affaisse donc.
Un mandrin peut aider à éviter un cintrage au ton plat. Il est placé à l'intérieur du tube et le soutient pendant le cintrage. Il existe différents types de mandrins, comme les mandrins à bouchon simple ou de type sphérique segmenté.
3. Configuration incorrecte
L'utilisation d'un mandrin peut aider à soutenir le tube et à éviter les tubes endommagés. Toutefois, elle offre également une certaine marge d'erreur. Par exemple, la principale cause de la réduction de la durée de vie d'un mandrin n'est pas la spécification du matériau mais sa mise en place. Le but du mandrin est de maintenir les formes originales rondes, carrées, rectangulaires ou autres du tube tout au long de l'arc de pliage. Pour ce faire, il faut régler le mandrin de manière à ce que son nez soutienne le point de cintrage, point auquel le matériau du tube devient plastique lorsqu'il est tiré dans un coude. Trop souvent, le nez du mandrin est placé derrière le point de pliage, de sorte que les billes et les maillons les plus faibles doivent faire le travail du nez, ce qui réduit considérablement la durée de vie de ces composants.
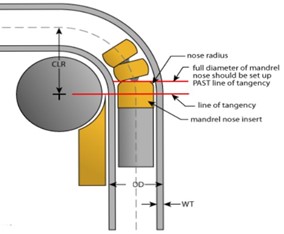 Image : position des mandrins
Image : position des mandrins
4. Flambage et plissement
Alors que le rayon extérieur est sujet à l'aplatissement, le rayon intérieur est sujet au flambage et au plissement. Il s'agit d'un problème courant avec les tubes à paroi relativement mince et aux rayons de courbure plus petits. Pour éviter le flambage et le plissement, une matrice d'essuyage est utilisée. Son placement correct est donc crucial pour un cintrage réussi. La matrice d'essuyage doit donc être placée juste derrière la matrice de pliage, avec son extrémité au point de tangence. Comme la matrice d'essuyage subit une force de friction pendant le cintrage, son matériau doit être compatible avec celui du tube. Ainsi, l'utilisation d'un matériau inadéquat peut entraîner un grippage après de nombreux cycles de cintrage.
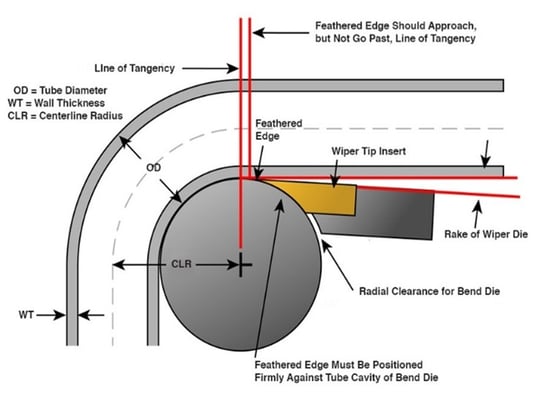 Photo : Position de la matrice d'essuyage
Photo : Position de la matrice d'essuyage
5. Pression trop faible
Surtout avec un vieux jeu d'outils, le tube risque de glisser dans la matrice de serrage. Une pression trop faible peut entraîner des déformations indésirables telles que des plis ou des rides à l'intérieur du coude. Ce qui rend la pièce inutile. Il est donc crucial d'appliquer une pression de serrage suffisante afin d'éviter que cela ne se produise.
Lorsqu'il s'agit de mandrins et de matrices d'essuyage durables qui offrent une longue durée de vie, le bronze d'aluminium est le matériau de choix. Les alliages à base de cuivre tels que l'AMPCO® M4 ou l'AMPCO® 18 offrent une finition de surface de haute qualité, une friction minimale combinée à l'absence de grippage, de rayures et de point de départ de la corrosion. Ainsi, le bronze d'aluminium aide les entreprises à réduire leurs coûts et à prolonger la durée de vie de leur outillage.
Pour plus d'informations sur le cintrage des tubes, vous pouvez télécharger dès maintenant un exemple gratuit de notre livre blanc "Advantages of copper-based alloys in tube bending".


