
Tube bending is a science in itself and even experienced engineers do not always find the right answers to the problems that arise. But there are some typical error patterns that can easily be remedied.
Tube bending is sometimes referred to as a science, some even call it art. Both science and art, have something in common: Before accomplishment, you typically go through a lot of trial and error. Only those who go through this process ultimately experience success.

But don’t worry, we are here to shorten this process for you. That’s why we have listed some of the most common problems that occur during tube bending, including ways to fix them.
1. Springback
If you ever tried to bend something, you may have experienced, that after bending the workpiece will attempt to return to its original, unbent shape. This results in a so-called springback. So, for example, you bend a tube to a 60° angle, it will automatically spring back a few degrees, resulting in an angle less than 60°. It is therefore important, that you overcompensate bends for springback. Let’s say the tube springs back to a 57° angle, you just bend it to a 63° angle in order to generate the desired 60° angle.
2. Flattening
As the tube wall becomes thinner (the wall factor becomes larger) and the bend radius tighter (degree of bend number becomes smaller) a flat toned bend may result. This occurs because the wall along the outside of the bend is not thick enough to support itself and therefore collapses.
A mandrel may help to prevent a flat-toned bend. It is placed inside the tube and supports it during bending. There are different types of mandrels such as simple plug mandrels or a segmented ball type.
3. Misplaced set-up
The use of mandrel may help in order to support the tube and prevent damaged tubes. However, it also offers some room for mistakes. For example, the primary cause of shortened mandrel life is not the material specification but its set-up. The purpose of the mandrel is to maintain the original round, square, rectangular, or other shapes of the tubing throughout the arc of the bend. This is achieved by setting the mandrel in a way that its nose supports the point of the bend, at which point, the tubing material becomes plastic as it is drawn into a bend. Too often the mandrel nose is set behind the point of bend so that the weaker balls and links must do the work of the nose, which significantly shortens the life of these components.
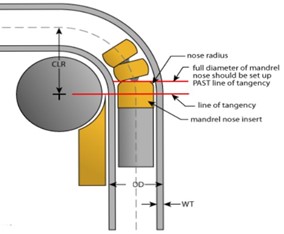 Picture: position of mandrels
Picture: position of mandrels
4. Buckling and Wrinkling
While the outside radius is prone to flattening, the inside radius is prone to buckling and wrinkling. Typically, this is a common problem with tubes with a relatively thin wall and smaller bend radii. To prevent buckling and wrinkling from happening, a wiper die is used. Its correct placement is hereby crucial in order for a successful bend. The wiper die needs therefore to be placed just behind the bend die with its tip at the tangent point. As the wiper die encounters frictional force during bending, its material must be operationally compatible with the tubing material. Thus, the use of improper material can lead to galling after numerous bending cycles.
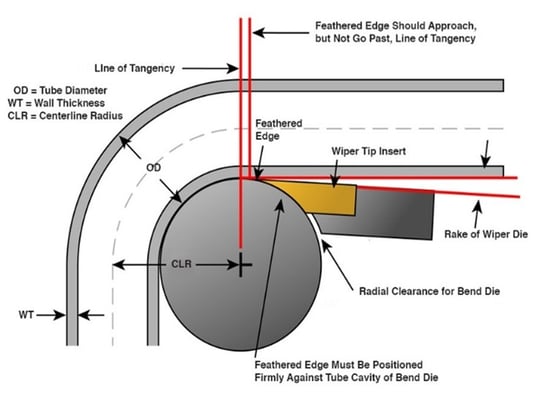 Picture: Position of the wiper die
Picture: Position of the wiper die
5. Too little pressure
Especially with an old set of tools the tube is likely to slip in the clamp die. Too little pressure can result in undesirable deformations such as kinks or wrinkles on the inside of the bend. Thus, making the workpiece useless. It is, therefore, crucial to apply sufficient clamping pressure in order to prevent this from happening.
When it comes to durable mandrels and wiper dies that offer a long lifespan, aluminum bronze is the material of choice. Copper-based alloys such as AMPCO® M4 or AMPCO® 18 provide a high-quality surface finish, minimum friction combined with no seizing, no scratching, and no corrosion starting point. Thus, aluminum bronze helps companies to reduce their cost and extend the lifespan of their tooling.
For further information about tube bending, you can download now a free example of our whitepaper «Advantages of copper-based alloys in tube bending»


