
Gas-metal arc welding (GMAW) and gas tungsten arc welding (GTAW) are two different welding processes that are used when welding copper alloys. Even though welding copper alloys are not much different from welding other alloys, there can be challenges. In this blog post you will learn what you need to consider.
When welding metals, you are faced with a wide variety of options. This is no different with copper alloys. There are different welding positions, different filler metals and even different welding processes. In this blog post we shed a light on two of those welding processes: gas metal arc welding (GMAW) and gas tungsten arc welding (GTAW). Even though they may sound familiar, there are some key differences between the two processes.

What is GMAW?
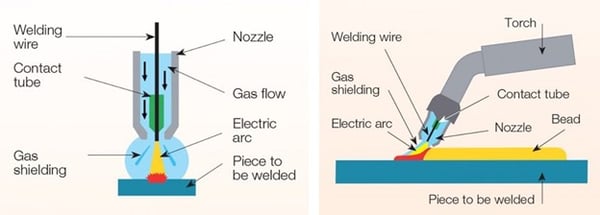
Gas metal arc welding is probably the most common and flexible process. There are two different subtypes to be distinguished: Metal active gas welding (MAG) and metal inert gas welding (MIG). As the name already implies, the difference lays in the gas that is being used. For MAG, reactive gas is used, mostly carbon-dioxide, which thus reacts with the piece to be welded.
Since proper shielding gas selection is one of the most important single factors to consider when welding with copper-base alloys, the MIG-process, which uses noble gases, is preferred. Noble gases, such as argon and helium are so called inert gases, that do not react or rather react very slowly. Therefore when using the MIG-process, the inert gas forms a protective wall against external influences, including oxidation. In addition, MIG uses a consumable wire electrode, that is passed through the welding gun.
What are the advantages of GMAW?
There are multiple advantages of gas metal arc welding. Firstly GMAW can be performed fully automatic, resulting in a higher productivity. Furthermore there are no restrictions for any metals or alloys and welding positions. Therefore, GMAW can be used for all metals and alloys and in all welding positions. Furthermore GMAW produces lower levels of fumes as compared to flux-cored arc welding or shield metal arc welding.
What is GTAW?
Just like in gas metal arc welding, gas tungsten arc welding uses shielding gas as well. Argon is frequently used because of its ecoefficiency. However, the more expensive helium can be used as well – or even a mixture of those two gases. Contrary to the GMAW-process a non-consumable electrode, which consists of pure or alloyed tungsten is used.
Therefore the electrode used does not melt due to its high melting point. If you want to use a filler metal in the form of wires or rods, you have to hold it by hand or mechanically, in the arc. Hence, this welding process is more advanced and requires a certain amount of skill from the operator. The better these skills are developed, the higher is the quality of the end product.
.jpg?width=351&name=GTAW_process_v4%20(1).jpg)
What are advantages of GTAW?
As this process allows for a high degree of control, it yields excellent results when done correctly. Just like GMAW, GTAW is very versatile and can be used to weld almost all metals. Another advantages is the cleanliness, since GTAW does not create any spatter that must later be cleaned up.
When to use GMAW and GTAW
GMAW affords high depositions rates, increased efficiency, high quality and reduced operator fatigue. In many cases, it also eliminates the necessity to preheat the work. It is the most popular process for depositing AMPCO-TRODE® and COPR-TRODE® alloys.
GTAW is recommended when the operator requires the utmost in deposit quality and precision control of the weld metal. It is often employed to repair castings, construct or repair forming dies, fabricate copper alloy piping systems and for code work weldments. Recommended filler metals include: AMPCO-TRODE® 10, 46, 150 and 940.
If you want to know more about the different welding processes and gain a deeper insight into the world of welding, download our free Technical Paper «The ultimate guide for welding dissimilar metals».


